It refers to various parts that make up the mold struct […]
It refers to various parts that make up the mold structure, including: guiding, demoulding, core pulling and parting various parts. Such as front and rear splints, front and rear buckle templates, bearing plates, bearing columns, guide columns, stripping plates, stripping rods and return rods, etc.
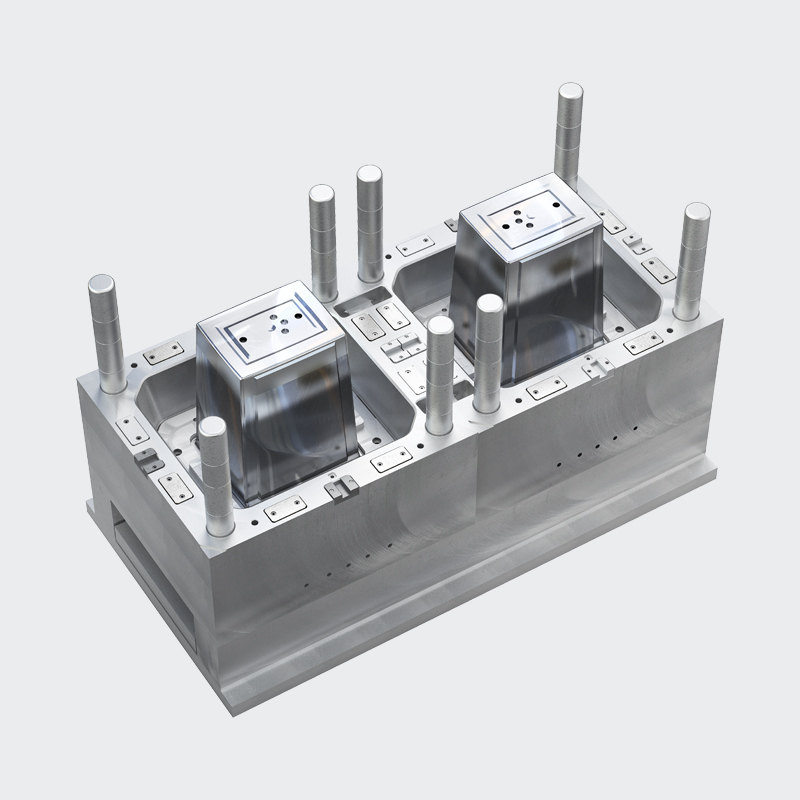
1. Guide parts
In order to ensure that the movable mold and the fixed mold can be accurately aligned when the mold is closed, guide parts must be provided in the mold. In the injection mold, four sets of guide posts and guide sleeves are usually used to form the guide parts, and sometimes it is necessary to set the inner and outer cone surfaces that match each other on the movable mold and the fixed mold to assist positioning.
2. Launching agency
During the mold opening process, a push-out mechanism is required to push or pull out the plastic product and its aggregate in the runner. Push out the fixed plate and the push plate to clamp the push rod. A reset rod is generally fixed in the push rod, and the reset rod resets the push plate when the movable and fixed molds are closed.
3. Side core pulling mechanism
Some plastic products with side concave or side holes must be laterally parted before being pushed out, and the lateral core can be pulled out before they can be demolded smoothly. At this time, a side core pulling mechanism needs to be installed in the mold.
The injection device is a device that melts the resin material by heating and injects it into the mold. The resin is extruded from the material head into the barrel, and the melt is transported to the front end of the barrel through the rotation of the screw. In that process, the resin material in the barrel is heated by heating under the action of the heater, and the resin is melted under the action of the shear stress of the screw, and the molten resin corresponding to the molded product, the main flow channel, and the branch channel is retained. At the front end of the barrel (called metering), the material is injected into the mold cavity by the continuous advancement of the screw. When the molten resin flows in the mold, it is necessary to control the moving speed of the screw (injection speed), and use the pressure (holding pressure) after the resin fills the mold cavity. When the screw position and injection pressure reach a certain value, we can switch the speed control to pressure control.

Phone:+86- 18806571755
Tel:+86-0576-84350079
Fax:+86-0576-84350079
E-mail:sales@msplasticmold.com
ADD:No.23,Maofeng Street,Xinqian Industrial Zone,
Huangyan District, Taizhou City, Zhejiang Province, China